What is Fine Grinding?
An overview of flat surface super-finishing process aka Flat Honing and Insight's iGrinds
Fine Grinding aka Lap Grinding, is an abrasive machining process that combines the best of two fundamental finishing processes - Grinding & Lapping.
With a combined effect of - High MRR of Grinding and Accuracy of Lapping, Fine Grinding produces flat & parallel work-pieces.
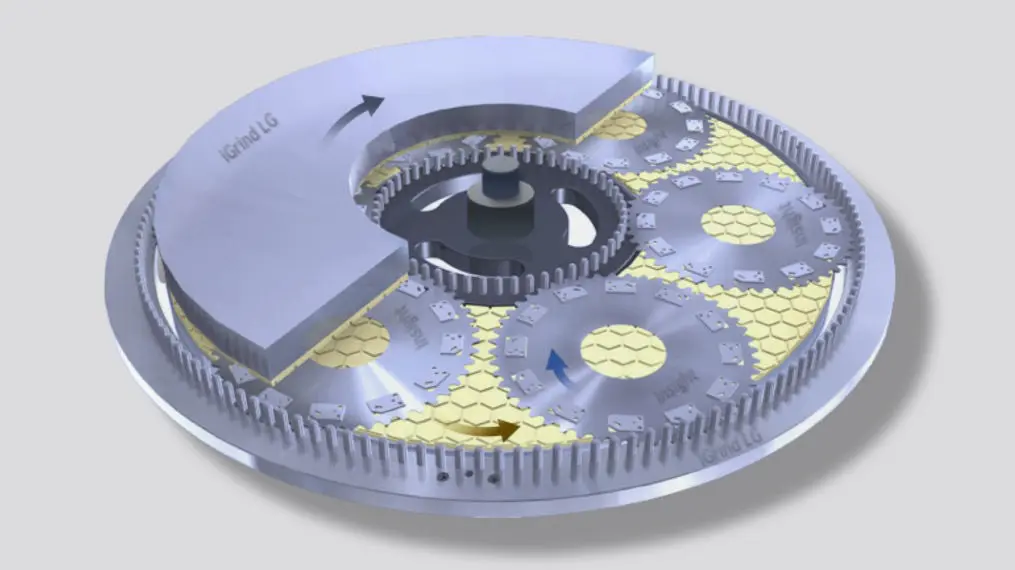
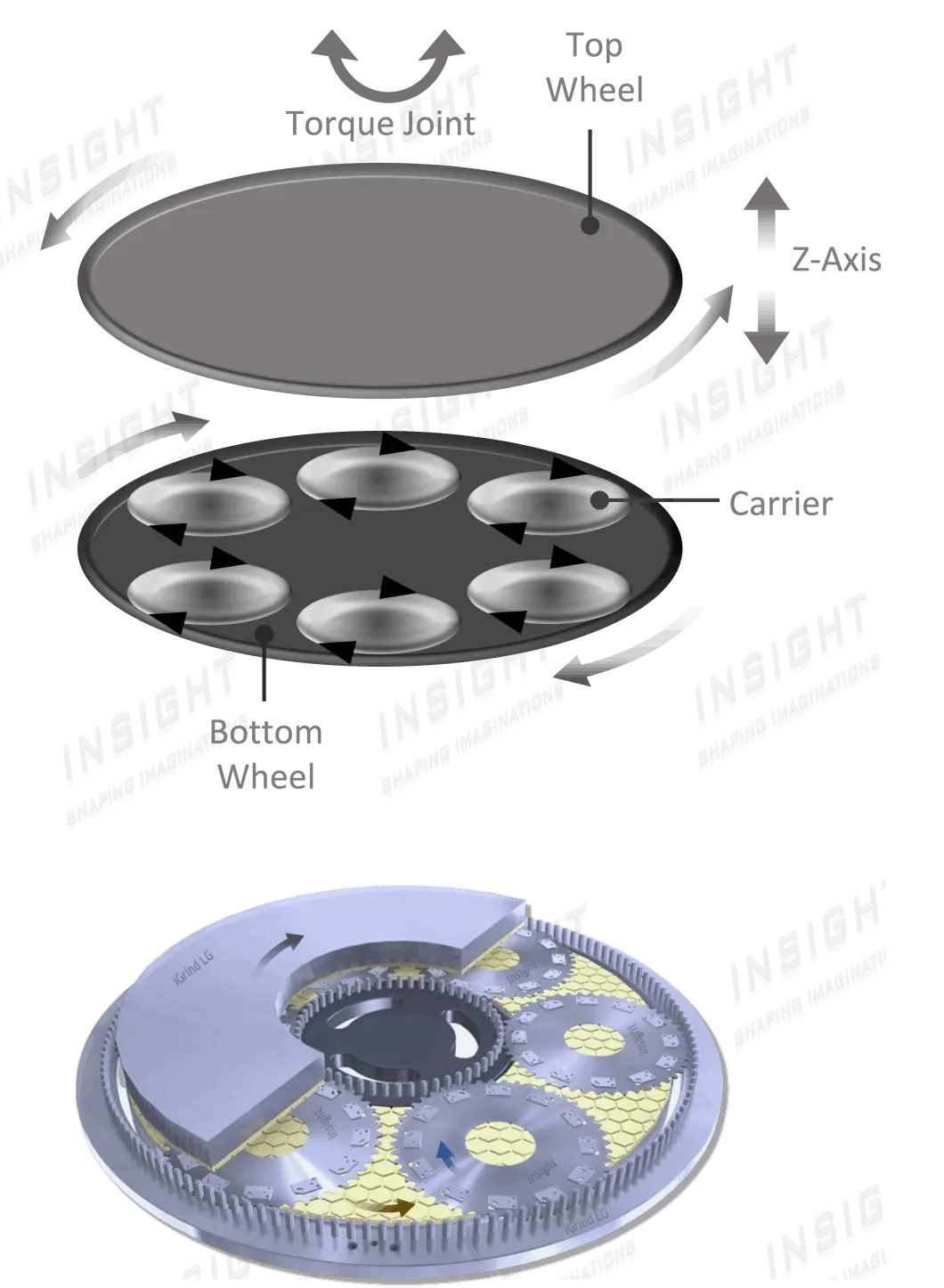
Fine Grinding Machines evolved from traditional vertical lapping machine with two-wheels (double-wheel) working with a planetary drive which is typically known as the 'lapping kinematics'.
In Fine Grinding Machines, Grinding wheels are used in place of Lapping wheels. And the grinding wheels are cooled through labyrinth-arrangement in the wheels, wherein coolant is fed through the holes in the upper wheel.
Relative of lapping, Fine Grinding warrants higher cutting forces and operates at much higher cutting speeds; Hence, drive motors, gears-boxes and the overall structural rigidity of the machines are much stronger in Fine Grinding Machines.
High Accuracy + Fast Cutting, place Fine Grinding Machines in a class of their own, offering a much cleaner, consistent and faster solution to producing accurate flat parts with high surface finish.
Take a quick look at the following video for a visual understanding of Double Side Fine Grinding. If you already savvy with it, skip to the 'Contents' section.