What is Single Pass Honing?
Single Stroke Honing Process
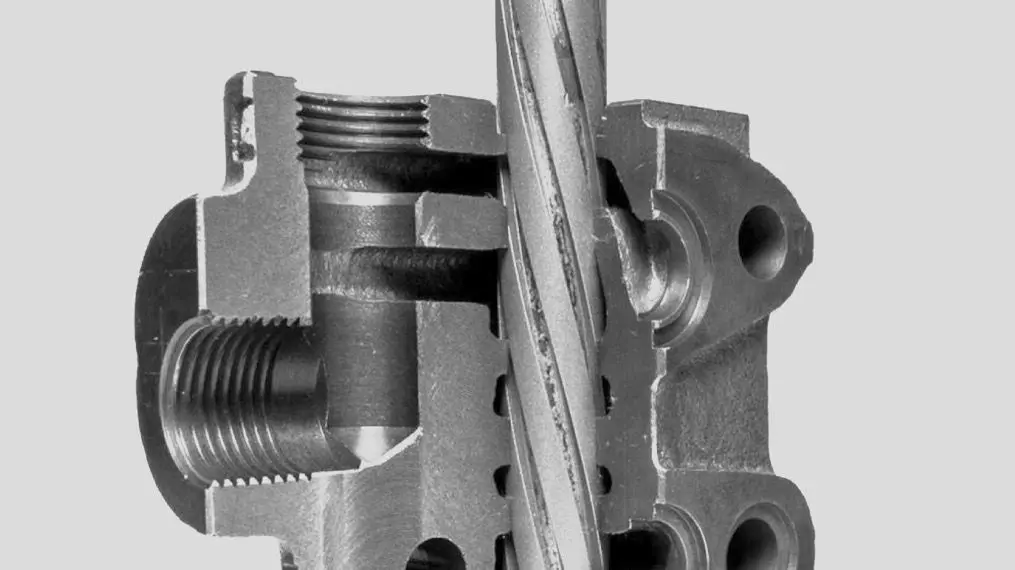
Honing is a secondary operation employed to improve and/or control the geometric form of a bore, to maintain close size tolerances & surface finish.
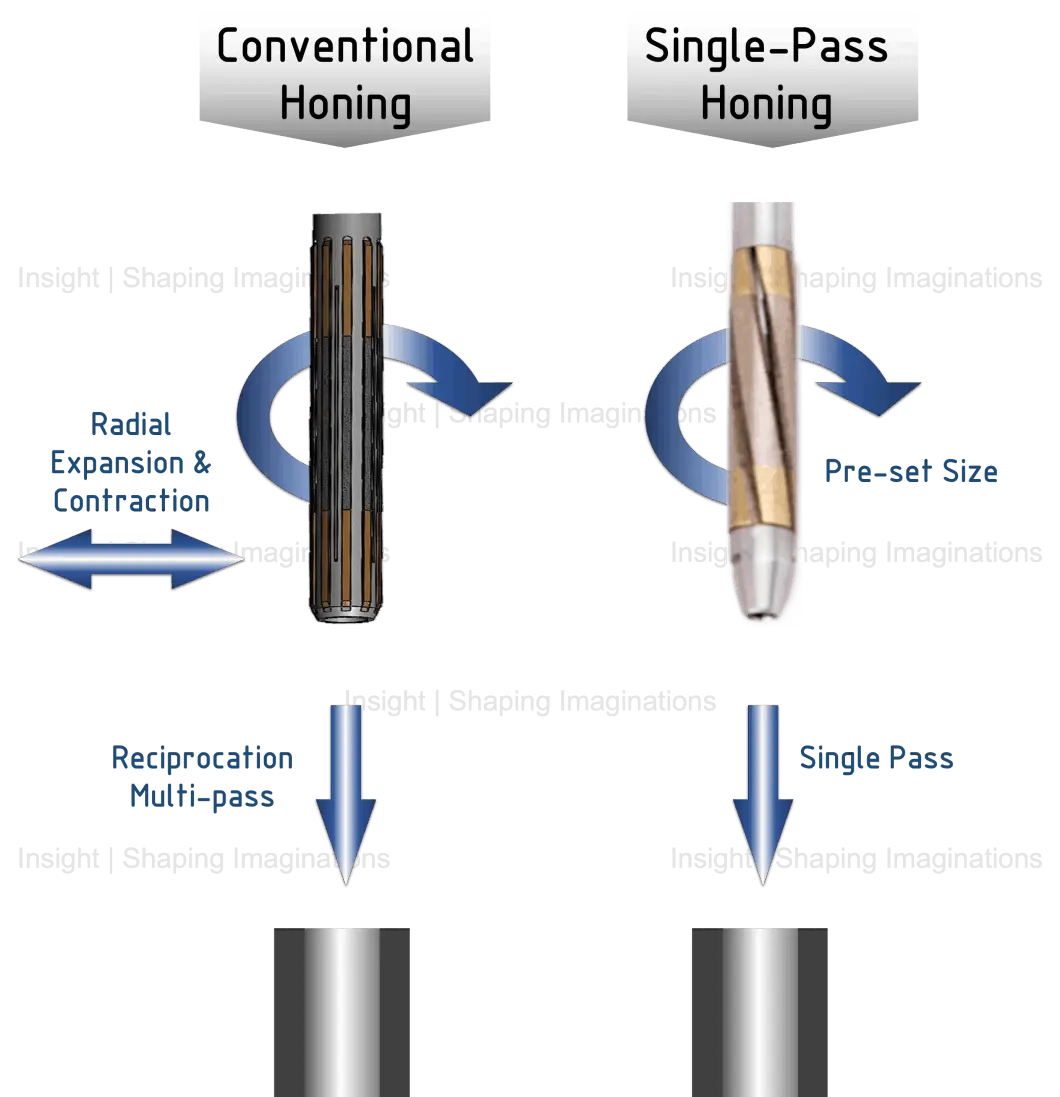
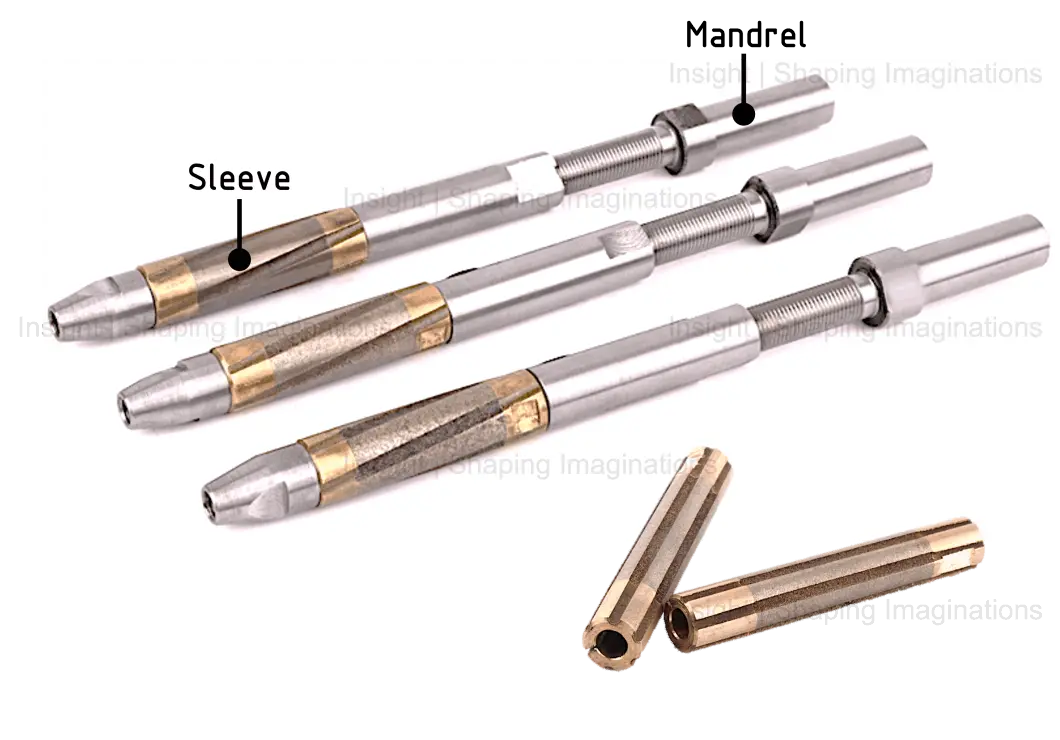
A rotating tool, using either a diamond-coated sleeve or stone abrasive, is used to remove metal from inner diametric surface of a part - to achieve closely controlled diameter, circularity, cylindricity & surface roughness.
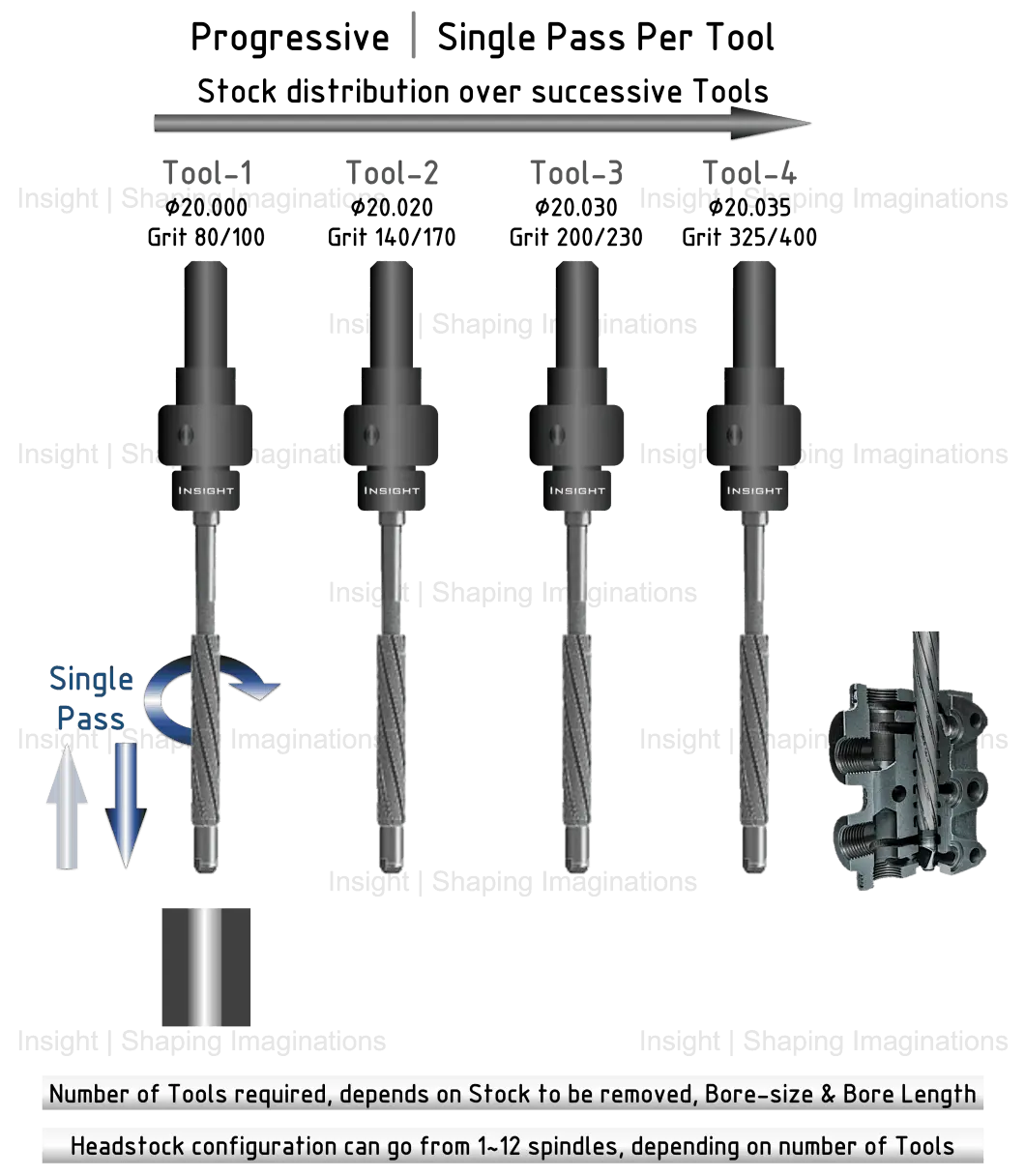
Longer stroke and variety of type & grit sizes of the abrasives - accord honing the advantage over internal grinding of workpieces with an L/D of 2 or higher.
Single Pass Honing & Multi Pass Honing, are typically the most widely used types across the manufacturing shop-floors today.
Relative to Multi-stroke type, Single Stoke Honing accords a gamut of operational benefits such as faster cycle times, lower cost per component, ease of equipment maintenance, much lesser need of operator skill, and so forth.
Take a quick look at the following videos for a visual understanding of Single Stroke Honing Process. If you already know this, skip to the 'Contents' section.